





BBW Lasertechnik GmbH
Phone: (0 80 36) 9 08 20- 0
Fax: (0 80 36) 9 08 20- 28
E-Mail: info@bbw-lasertechnik.de
Gewerbering 11
83134 Prutting
Fax: (0 80 36) 9 08 20- 28
E-Mail: info@bbw-lasertechnik.de
Gewerbering 11
83134 Prutting





After focusing on laser welding applications in the last few blog posts, today we are providing an insight into ultrashort pulse technology (USP for short), which is also used at BBW Lasertechnik.
USP laser systems are capable of emitting laser pulses that are only a few picoseconds or femtoseconds short. Femto corresponds to a zero with 15 decimal places. The technology behind pulse generation - known as mode coupling - is very complex. However, the topic of this blog post is not about the technology itself, but about the effect and benefits of ultrashort pulses.
Ultra-short pulse meets material
When the laser radiation interacts with the material, different processes take place, which generally overlap in time. The laser radiation is absorbed by the material and is classically followed by the processes of heating - melting - vaporization. If you look at the whole thing in very small time scales, elementary components of a metal are heated at different rates. While the small electrons are heated and "set in motion" within a few femtoseconds, this takes a little longer for the comparatively heavy atomic nuclei - the phonons - namely a few picoseconds. For a brief moment, different temperatures exist in the solid state before a thermal equalization occurs.

The classic heating - melting - evaporation process can also be skipped if the energy density is very high. The energy density results from power per area: the more power is packed into the smaller the area, the greater the energy density. The irradiated material can thus escape explosively through rapid heating in a mixture of vapor and melt. These processes are known in the literature as phase explosion or phase separation. The key factor is to use ultrashort pulses. The shorter the pulse duration, the higher the proportion of directly vaporized material and the lower the proportion of melt. Usually, no melt is produced at all in the femtosecond range. In addition, ultrashort pulses can prevent the laser radiation from interacting with the resulting plasma (charged vapor particles), which occurs after approximately one nanosecond. As almost all of the absorbed energy is used to transform the phase from solid to gas, there is no heat conduction or influence on neighboring material zones (see Figure 1). The USP process is therefore also referred to as "cold material removal", as very clean removal edges can be achieved without damaging neighboring areas.
The laser doesn't care about the material
In classic material processing, the processing results are very much dependent on the material that is to be irradiated. Depending on the laser wavelength used (= the "color" of the laser), completely different results can emerge (see Figure 2).
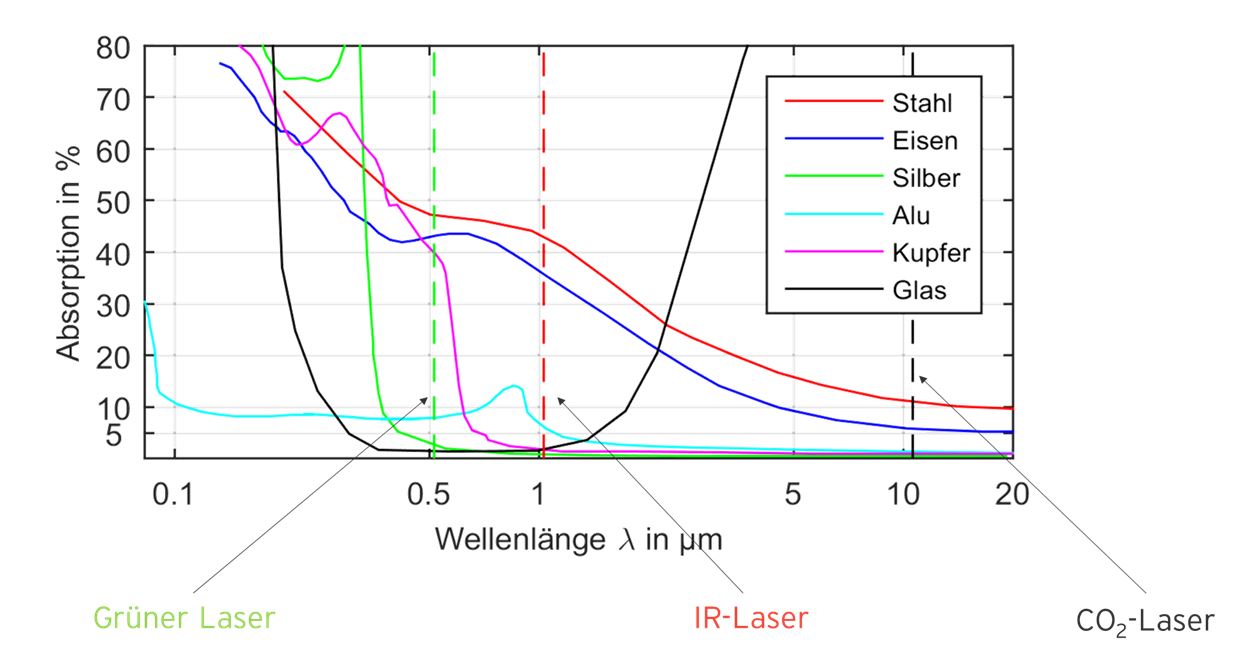
An "absorption edge" in the ultraviolet to visible range is characteristically recognizable for many materials. This marks the range in which so-called photochemical ablation can be realized, as the energy of the light particles (= photons) is high enough here to break chemical bonds directly. As industrial lasers generally use laser radiation with infrared wavelengths, material processing often takes place in a spectral range with very poor efficiency - only a fraction of the laser power is absorbed by the material.
The USP laser has another special physical feature: the so-called non-linear ablation processes. An extremely large number of light particles hit the material surface in a very short time. The energy of a single photon is not sufficient for photochemical ablation. However, as the density of light particles is so high, several photons hit their target almost simultaneously, so that the energies of the individual photons add up and can even overcome the energy band gap of insulators. This results in the ability of a USP laser to enable material-independent processing.
Conclusion
The USP laser is a precision tool that is accurate to the micrometer, regardless of the material. Pulse by pulse, the exact area corresponding to the size of the laser spot is ablated - usually 15 - 30 µm wide and 1 - 20 µm deep. With a pulse repetition frequency in the MHz range, a dynamic scanner can be used to ablate areas layer by layer or create cut edges. With appropriate modeling, three-dimensional depth structures are also possible. The unsurpassed quality that can be achieved can easily meet the strict tolerance specifications, e.g. in medical technology or for micro-components. Since the commissioning of the first USP system at BBW Lasertechnik, this technology has enjoyed great popularity in our Laser Fineblanking department, as most of the post-processing steps are eliminated during USP processing. However, the USP laser has one disadvantage - as a highly accurate precision tool, there are natural limits to the process speed. Its strengths lie particularly in processing areas with very thin material thicknesses.
An article by Eric Punzel
