BBW Lasertechnik GmbH
Telefon: (0 80 36) 9 08 20- 0
Telefax: (0 80 36) 9 08 20- 28
E-Mail: [email protected]
Gewerbering 11
83134 Prutting
Telefax: (0 80 36) 9 08 20- 28
E-Mail: [email protected]
Gewerbering 11
83134 Prutting

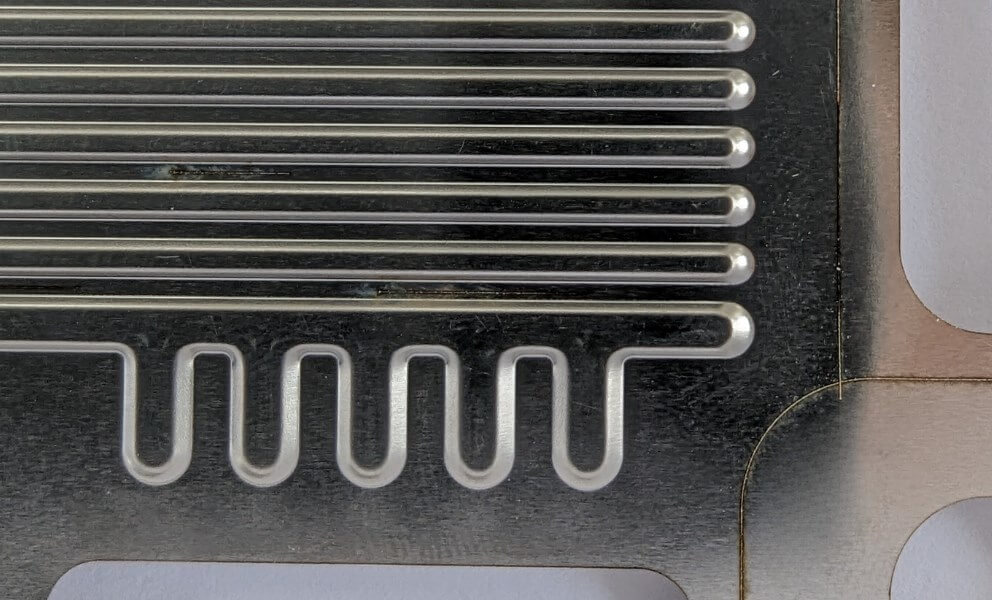
Laserschweißen hat sich als zukunftsweisende Technologie in der Fügetechnik etabliert. Im Vergleich zu konventionellen Schweißverfahren ermöglicht der Laser höchste Präzision, minimale Wärmeeinbringung und extrem belastbare Schweißnähte. Dank seiner Vielseitigkeit sind durch das Laserschweißen zudem maßgeschneiderte Lösungen für unterschiedlichste Branchen und Produktionsanforderungen realisierbar.
Mit über 50 hochmodernen Laseranlagen sind wir Deutschlands führender Fertigungsdienstleister für innovative Lasermaterialbearbeitung. Unser Fokus liegt auf dem Laserschweißen (Laserstrahlschweißen), wofür rund zwei Drittel unserer Anlagen ausgestattet sind – dicht gefolgt vom Laserfeinschneiden.
Durch unsere umfangreiche Auswahl an Strahlquellen und Systemtechnik können wir selbst komplexe und anspruchsvolle Schweißaufträge präzise umsetzen. Mit unserer jahrzehntelangen Erfahrung und tiefgehendem Expertenwissen sind wir Ihr verlässlicher Partner für individuelle und automatisierte Serienfertigungsprozesse.
Wie weitere Verfahren der Lasermaterialbearbeitung basiert auch Laserschweißen auf der Wechselwirkung zwischen Laserstrahlung und den zu bearbeitenden Materialien. Im Vergleich zum Laserschneiden muss jedoch eine höhere Anzahl an Parametern beachtet werden. Dies erhöht die Komplexität des Schweißvorgangs deutlich.
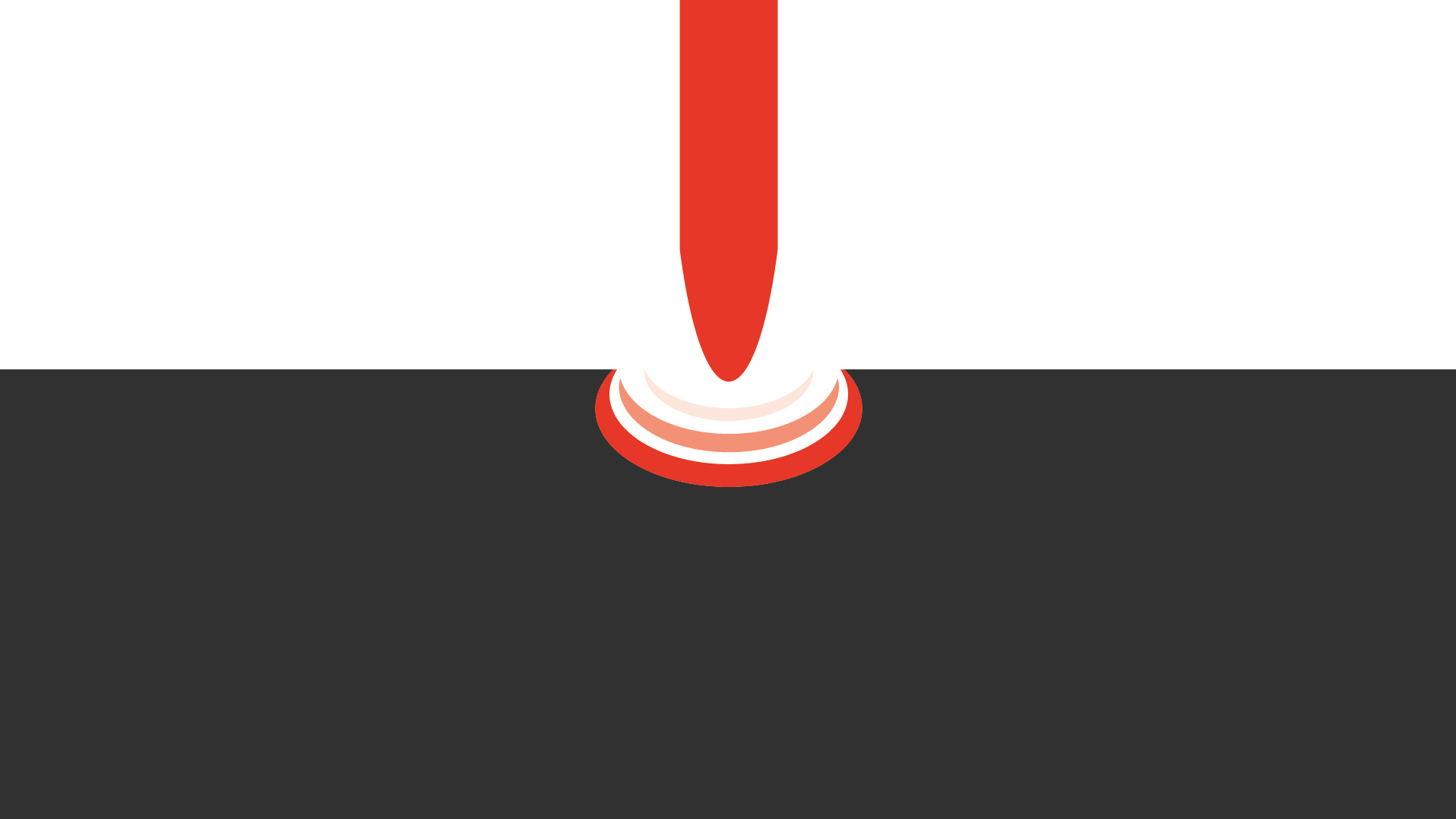
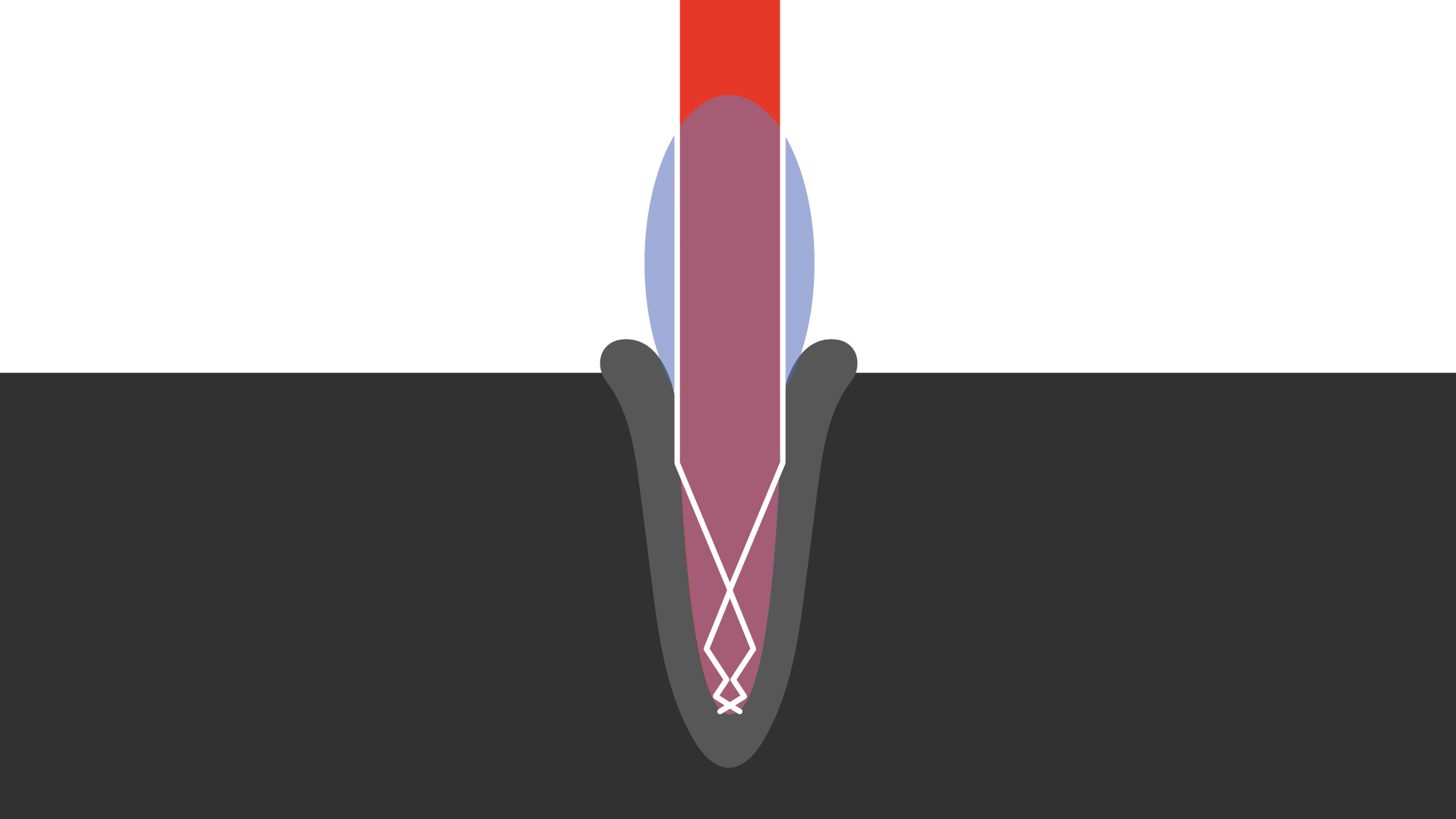
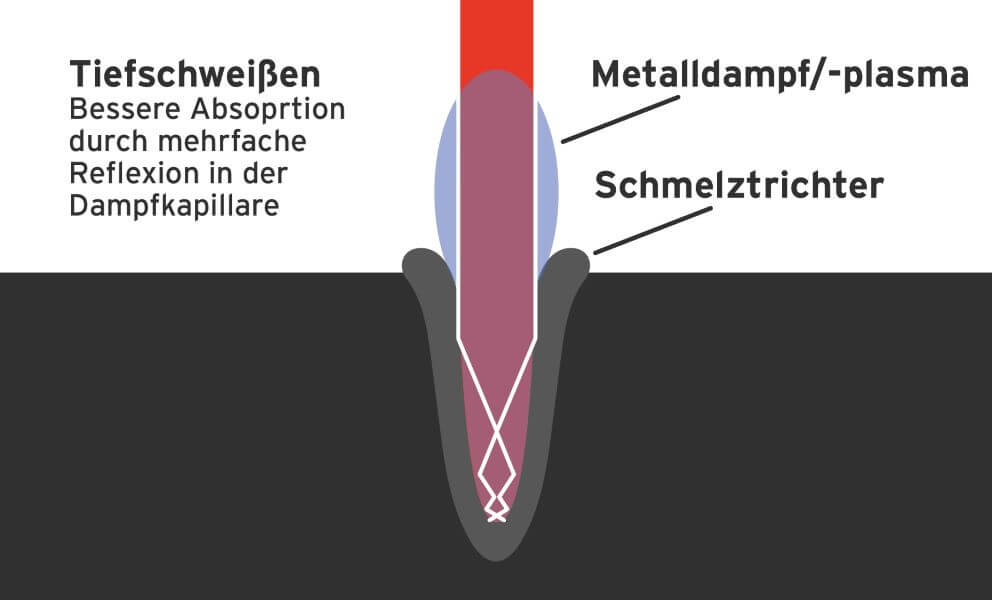
Trifft Laserstrahlung auf ein Material, wird dieses bis zum Schmelzpunkt erwärmt. Werden Materialien durch den Laserstrahl lediglich aufgeschmolzen, spricht man vom Wärmeleitschweißen. Durch den Einsatz höherer Intensitäten wird das Material nicht nur aufgeschmolzen, sondern auch verdampft, wodurch sich eine Dampfkapillare ausbildet. Hierbei spricht man von Tiefschweißen.
Laserstrahlung, die auf eine Materialoberfläche trifft, überträgt optische Energie in den festen Körper, wodurch diese in Wärmeenergie umgewandelt wird. Das Material wird daraufhin lokal aufgeheizt: Wird die Schmelztemperatur erreicht, entsteht Schmelze, wird zusätzlich sogar die Verdampfungstemperatur erreicht, verdampft das Material. Letzteres ist beim Schweißen nur bedingt gewünscht, da verdampftes Material in der Regel verloren geht. Doch dazu später mehr.
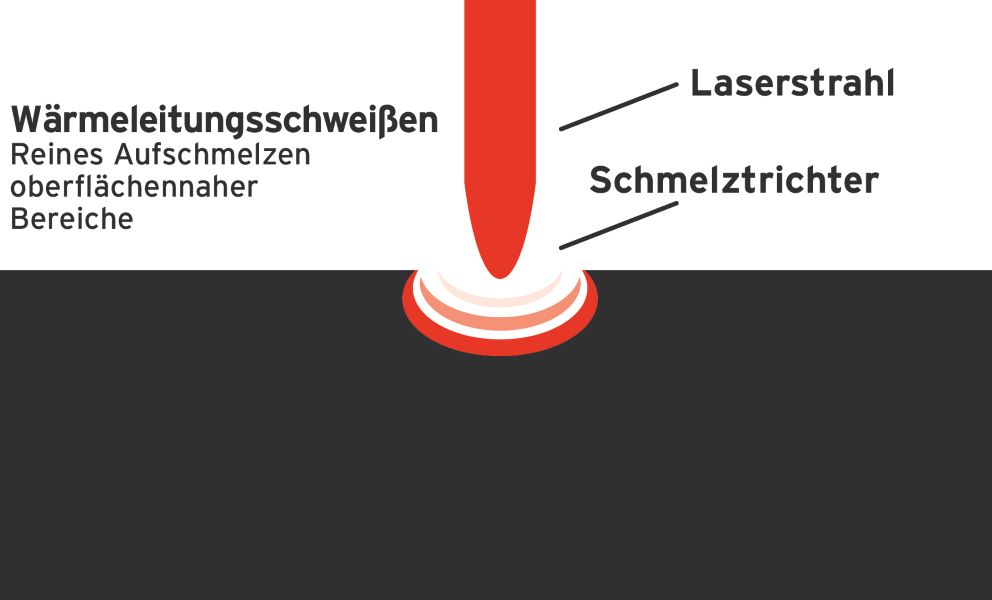
Grundlegend wird zwischen Wärmeleitungsschweißen und Tiefschweißen unterschieden. Beide Verfahren unterscheiden sich grundsätzlich in der verwendeten Strahlungsintensität, die größer ist, je mehr Leistung bzw. Energie verwendet wird und je kleiner der Fokusdurchmesser, innerhalb der sich die Laserenergie befindet. Beim Wärmeleitschweißen erfolgt nur ein Aufschmelzen oberflächennaher Bereiche, wodurch nach der Wiedererstarrung der Schmelze eine Verbindung realisiert wird. Wärmeleitschweißnähte zeichnen sich durch hohe Oberflächenqualität, aber geringe Einschweißtiefen aus.
Beim Tiefschweißen entsteht im Laser-Materie-Wechselwirkungsbereich aufgrund der höheren Intensität zusätzlich eine Zone verdampfenden Materials, die so genannte Kapillare. Dies kann man sich so vorstellen, dass sich in der Mitte der aufgeschmolzenen Zone eine kleine Dampfkapillare durch das Material bewegt. Um die offene Kapillare fließt die flüssige Schmelze, hinter der Kapillare treffen die Schmelzströme wieder aufeinander und die Schmelze erstarrt wenig später. Innerhalb der Dampfkapillare kann die Laserstrahlung sehr viel tiefer in das Material eindringen, da Strahlungsanteile an der Kapillarwand reflektiert bzw. absorbiert werden und es zu Mehrfachreflexionen kommt. Somit sind wesentlich größere Einschweißtiefen möglich.
Während des Schweißprozesses oder auch danach können Unregelmäßigkeiten auftreten, auf die wir abschließend kurz eingehen. Im Detail thematisieren wir diesen Bereich in einem unserer folgenden Artikel.
Die DIN-ISO-Norm 13919 beschreibt für Stahl sowie Aluminium ausführlich das Erscheinungsbild möglicher Unregelmäßigkeiten und welche Grenzwerte nicht überschritten werden dürfen.
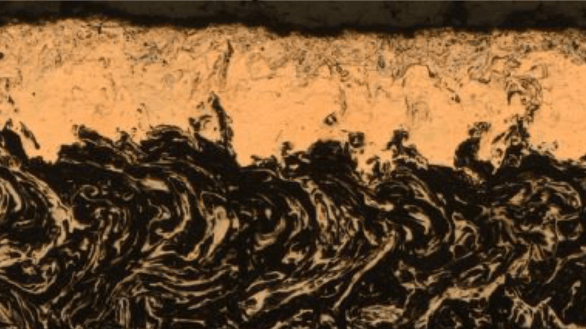
Eine der kritischsten Unregelmäßigkeiten ist das Auftreten von Rissen in der Schweißnaht, die im Worst-Case zu einem Bruch des gesamten Bauteils führen. Typische Risserscheinungen sind Kalt- bzw. Heißrisse. Kaltrisse entstehen nicht während des Schweißvorganges, sondern üblicherweise erst später im bereits erkalteten Materialzustand. Die Ursachen sind meist bestehende Spannungen im Bauteil, insbesondere in spröden Materialien. Heißrisse entstehen hingegen bei relativ hohen Temperaturen oder oftmals bei Legierungen, bei denen die einzelnen Elemente stark unterschiedliche Erstarrungstemperaturen aufweisen. Während ein Teil des Gefüges bereits fest ist, werden noch flüssige Bestandteile eingeschlossen. Durch Schrumpfung der festen Bestandteile können die Lücken nicht mehr überbrückt werden und es kommt zum Heißriss.
Eine zweite Unregelmäßigkeit ist die Porenbildung, die zumeist bei Tiefschweißprozessen auftritt. Hier kann es vorkommen, dass die Dampfkapillare instabil wird, wodurch der untere „Bauch“ der Kapillare abreist und als Gasblase in der Schmelze verbleibt. Erstarrt die Schmelze, bevor die Gasblase nach oben entweichen kann, ist das Gas als Pore gefangen.