Laser welding has established itself as a forward-looking technology in joining processes. Compared to conventional welding methods, the laser enables maximum precision, minimal heat input, and extremely durable welds. Thanks to its versatility, laser welding also allows for customized solutions tailored to a wide range of industries and production requirements.
With over 50 state-of-the-art laser systems, we are Germany’s leading manufacturing service provider for innovative laser material processing. Our focus is on laser welding (laser beam welding), for which approximately two-thirds of our systems are equipped—closely followed by laser fine cutting.
Thanks to our extensive selection of beam sources and system technology, we can precisely execute even complex and demanding welding jobs. With our decades of experience and in-depth expertise, we are your reliable partner for customized and automated series production processes.
Like other laser material processing methods, laser welding is based on the interaction between laser radiation and the materials being processed. Compared to laser cutting, however, a greater number of parameters must be taken into account. This significantly increases the complexity of the welding process.
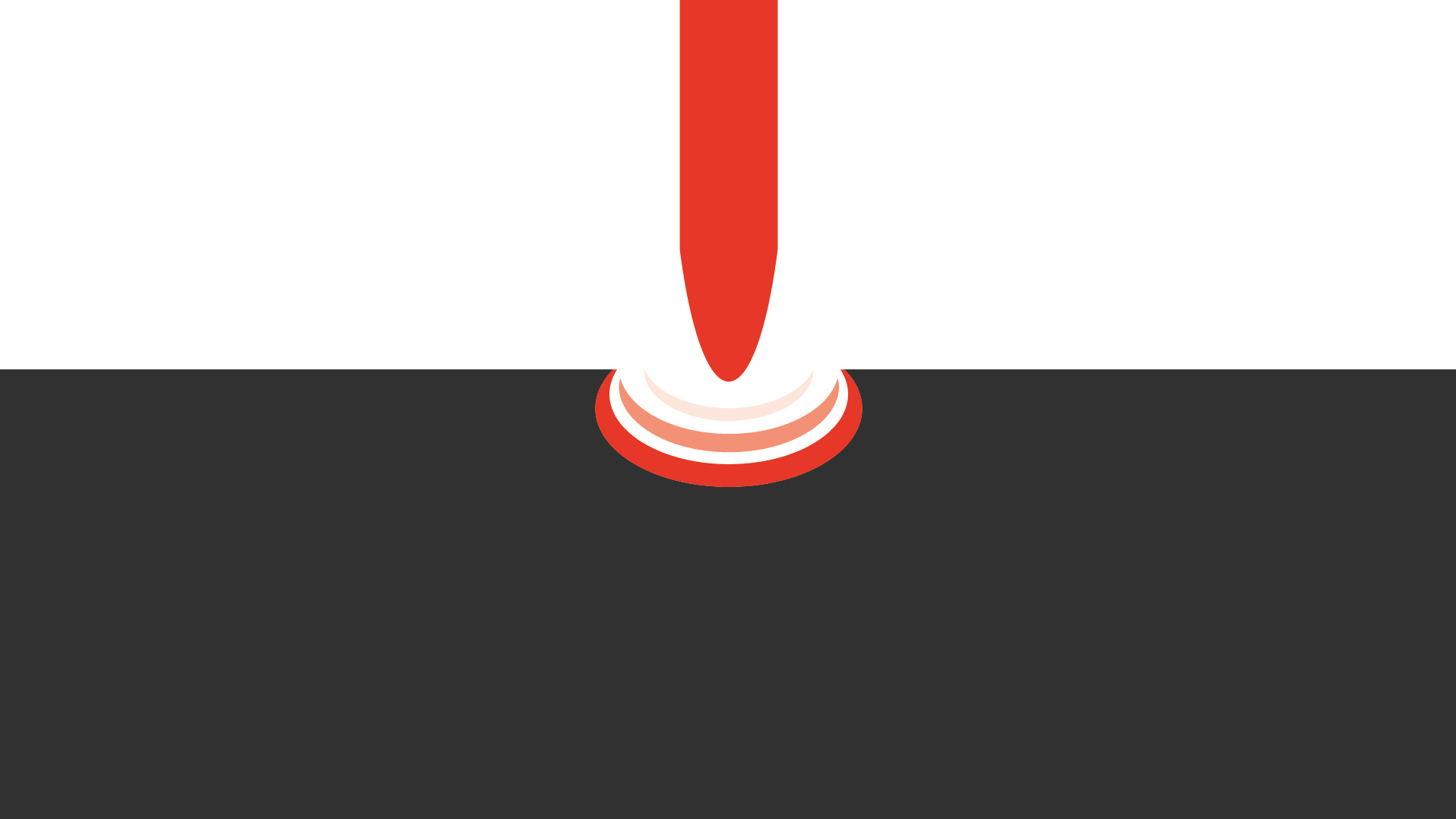
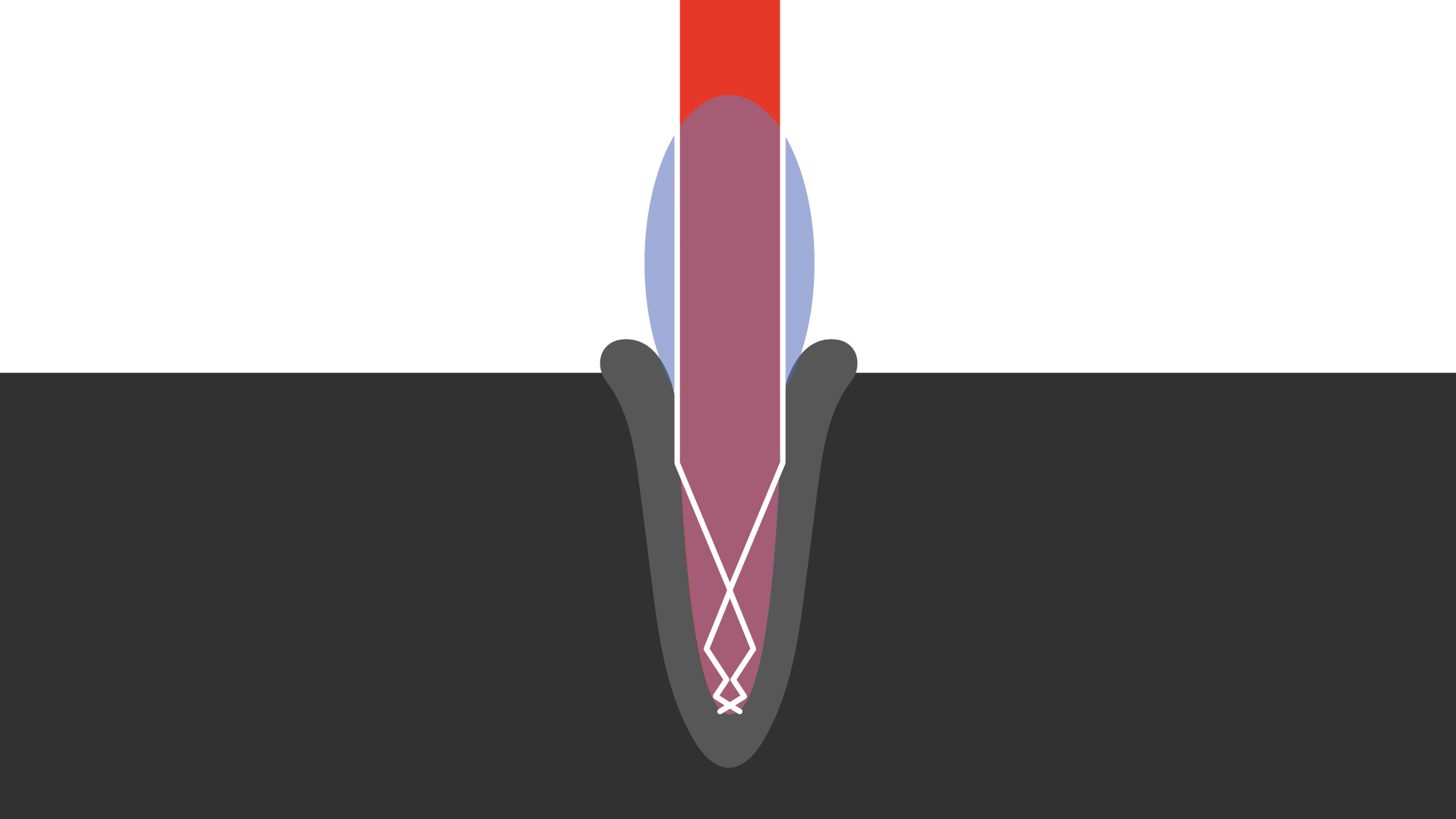
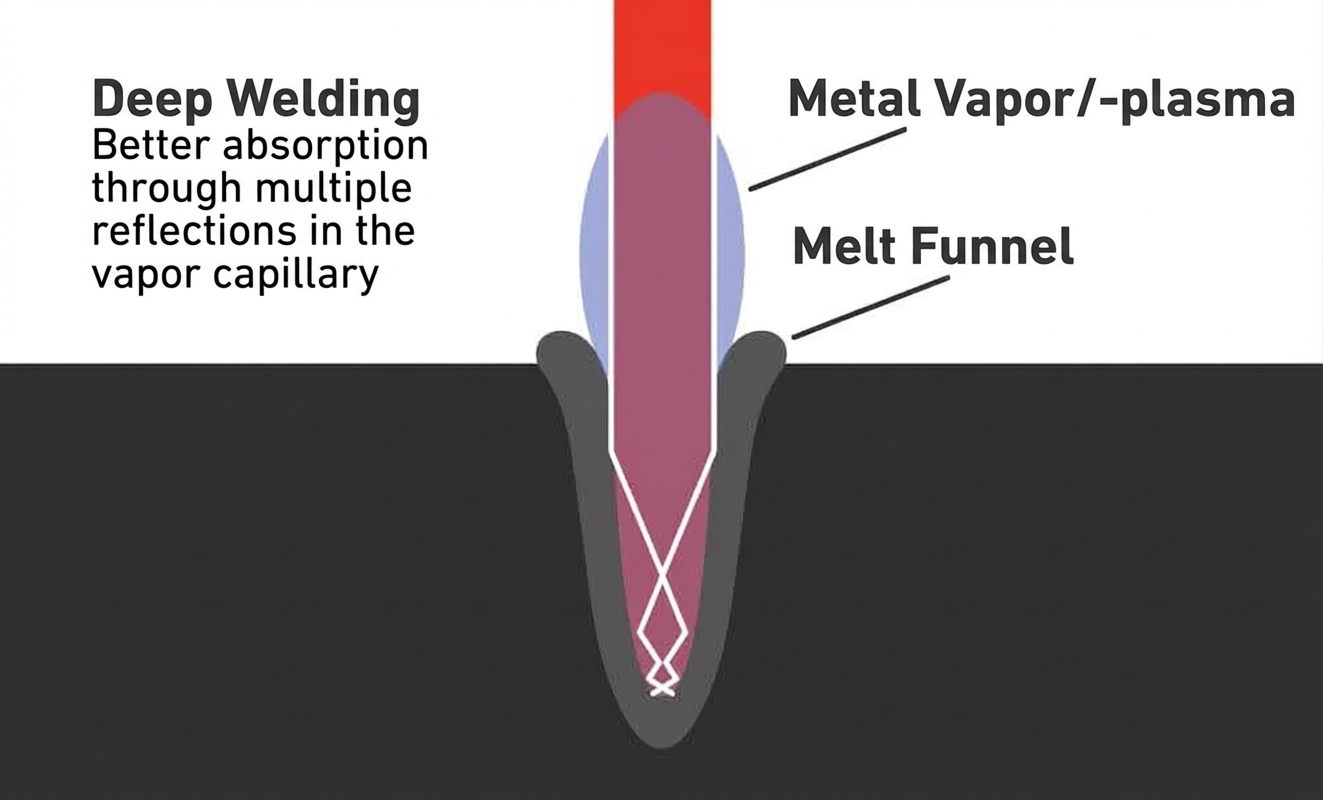
When laser radiation strikes a material, it is heated to its melting point. If materials are merely melted by the laser beam, this is referred to as heat conduction welding. By using higher intensities, the material is not only melted but also vaporised, causing a vapour capillary to form. This is known as deep welding.
When laser radiation strikes a material surface, it transfers optical energy into the solid, where it is converted into thermal energy. The material is then heated locally: once the melting temperature is reached, the material melts; if the vaporisation temperature is also reached, the material vaporises. The latter is only desirable to a limited extent in welding, as vaporised material is generally lost. But more on that later.
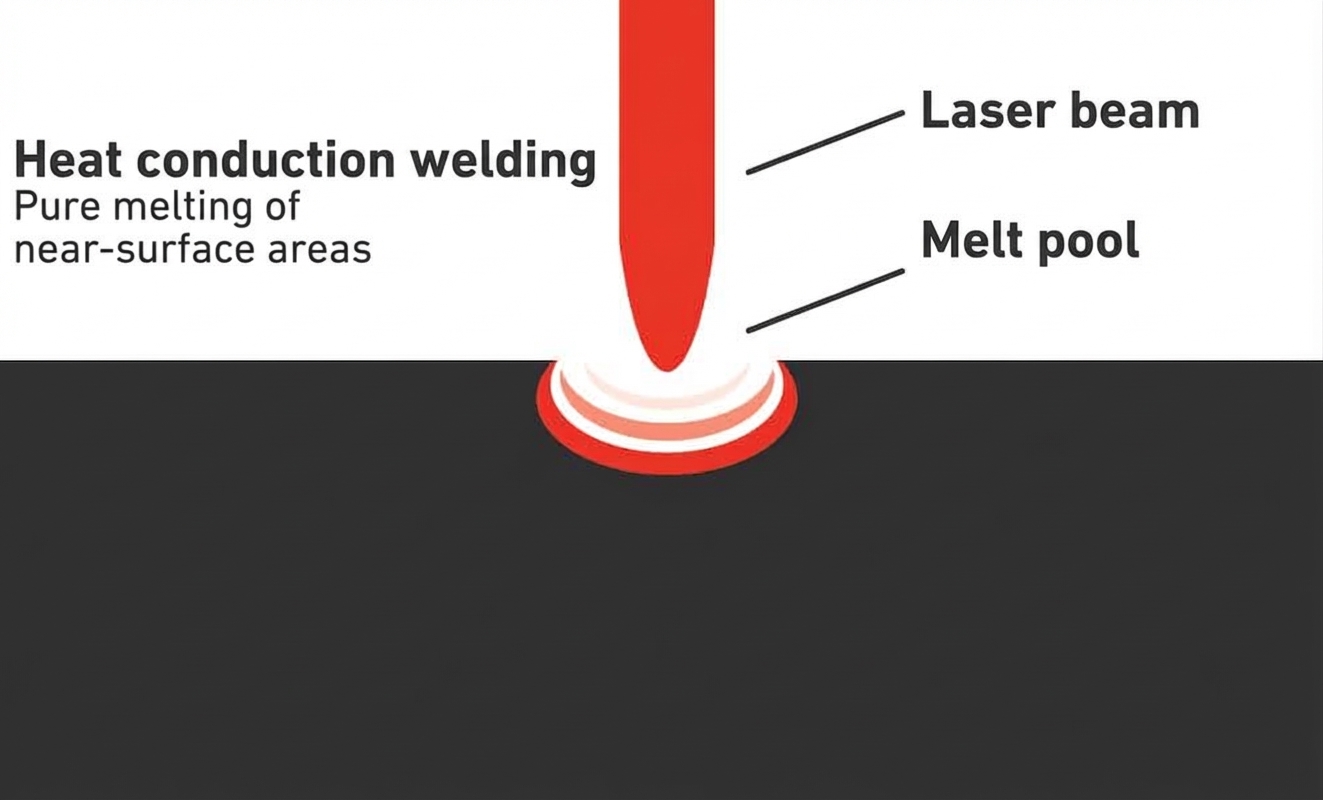
A fundamental distinction is made between heat conduction welding and deep welding. The two processes differ fundamentally in the intensity of the radiation used, which increases with higher power or energy input and decreases as the focal diameter within which the laser energy is concentrated becomes smaller. In heat conduction welding, only areas close to the surface are melted, resulting in a joint once the melt has solidified. Heat conduction welds are characterised by high surface quality but shallow penetration depths.
During deep welding, the higher intensity in the laser-material interaction zone also creates a zone of vaporising material, known as the capillary. This can be visualised as a small vapour capillary moving through the material at the centre of the molten zone. The liquid melt flows around the open capillary; behind the capillary, the melt flows converge again and the melt solidifies shortly afterwards. Within the vapour capillary, the laser radiation can penetrate much deeper into the material, as parts of the radiation are reflected or absorbed by the capillary wall, resulting in multiple reflections. This enables significantly greater penetration depths.
Irregularities may occur during or after the welding process, which we will briefly discuss here. We will cover this topic in detail in one of our forthcoming articles.
The DIN-ISO 13919 standard provides a detailed description of the appearance of potential irregularities in steel and aluminium, as well as the limit values that must not be exceeded.
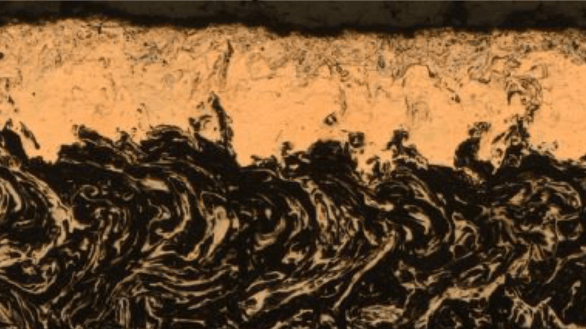
One of the most critical irregularities is the occurrence of cracks in the weld, which, in the worst-case scenario, can lead to the failure of the entire component. Typical types of cracks include cold cracks and hot cracks. Cold cracks do not form during the welding process, but usually only later when the material has already cooled. The causes are mostly existing stresses within the component, particularly in brittle materials. Hot cracks, on the other hand, occur at relatively high temperatures or frequently in alloys where the individual elements have significantly different solidification temperatures. Whilst part of the microstructure is already solid, liquid components remain trapped. Due to the shrinkage of the solid components, the gaps can no longer be bridged, resulting in a hot crack.
A second irregularity is porosity, which mostly occurs in deep welding processes. Here, the vapour capillary may become unstable, causing the lower ‘bulge’ of the capillary to break off and remain in the melt as a gas bubble. If the melt solidifies before the gas bubble can escape upwards, the gas is trapped as a pore.